
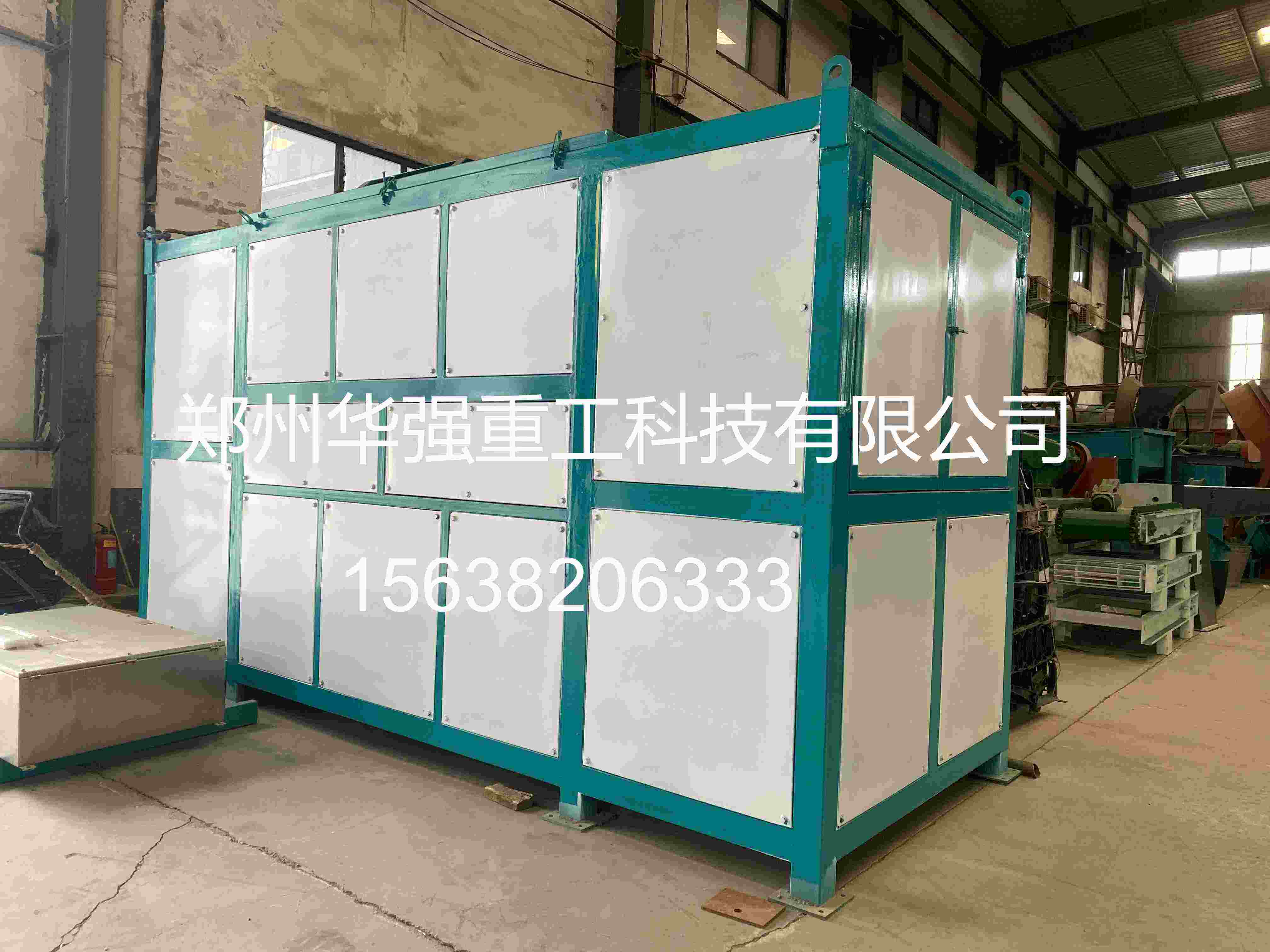
鸡粪发酵罐是专为规模化蛋鸡场、肉鸡场及家禽养殖企业设计的密闭式高温好氧发酵处理系统,通过将高湿、高氮、粘性大的鲜鸡粪在立式或卧式罐体内进行微生物降解与物理脱水,快速实现无害化、减量化与资源化的核心环保装备。该设备从根本上改变了传统露天堆肥占用大量土地、臭气熏天、发酵周期长且易受雨雪天气影响的落后模式。其核心构造通常由保温罐体(内层304不锈钢或防腐碳钢、中层聚氨酯保温、外层加强钢板)、液压或机电传动搅拌系统(主轴带多层耙齿/桨叶)、高压强制通风曝气系统、生物或化学除臭系统以及PLC智能电控柜组成。工作流程始于上料,鲜鸡粪(含水率60%-80%,可少量掺入稻壳粉调节)由提升机送入罐顶进料口并落入发酵腔;控制系统启动后,搅拌轴按设定程序旋转,将物料均匀抄起、松散并逐步下移,同时底部或侧面高压风机注入经调温的新鲜空气,使物料含水、含氧量均匀;微生物在55-70℃高温下爆发性繁殖,迅速分解有机质并杀灭病原菌、蛔虫卵及杂草种子,水蒸气与尾气被引风机抽入除臭系统净化排放;经过7-10天循环,物料含水率降至30%以下,腐熟松散的有机肥从底部或侧向出料口排出,全过程密闭负压,无渗漏、无异味外溢。
与条垛发酵、槽式发酵及普通开放式翻堆相比,鸡粪发酵罐的优势具有颠覆性。首先是极小的占地面积与极高的空间利用率,一台处理10吨/天的立式发酵罐占地仅10-15平方米,无需建设发酵车间、防雨棚及硬化地面,可置于鸡舍旁或露天,土地利用率是传统堆肥的1/10至1/20,特别适合土地资源紧张、扩建受限的老旧养殖场。其次是发酵效率极高且不受气候制约,罐体双层保温与智能加热(选配)确保-20℃至40℃环境下均能稳定维持在 发酵温度,四季不间断生产,发酵周期稳定在7-10天,是露天堆肥的1/4至1/6,且腐熟度均一,无夹生、回温现象。再者是彻底的环保封闭与自动化运行,全密闭结构将氨气、硫化氢等恶臭气体集中收集经生物滤池或喷淋塔处理,去除率超95%,轻松通过环保测评,避免居民投诉与行政处罚;PLC系统实现进料、搅拌、通风、温控、出料的全自动闭环,配备故障自检与远程监控,无需专人值守,1名普工经简单培训即可管理多台设备,大幅降低人工成本与操作风险。此外,成品有机肥养分保留好、无二次厌氧臭、性状稳定,可直接装袋或作为高端有机肥基料,创造额外收益。
在选型应用上,鸡粪发酵罐主要按日处理量(罐容积)划分:小型(3-8m³,日处理0.5-2吨)适合万只以下家庭鸡场;中型(10-30m³,日处理2-10吨)是5-20万只蛋鸡场的主流;大型(40-120m³及以上,日处理10-30吨以上)或多罐并联适合超大型养殖企业及区域粪污集中处理中心。选型需依据日均产鲜粪量、清粪方式(传送带/刮板/水冲,决定初始含水与杂质)、当地环保要求及后续利用方向确定,重点关注罐体材质(接触物料必选304不锈钢)、保温性能、搅拌系统扭矩及除臭配置。日常操作中,需控制进料含水率(过高需加辅料),严禁长塑料绳、鸡毛捆、石子、金属等杂物混入以防缠绕搅拌轴或损坏;定期清理曝气头防止堵塞,检查液压油位与电气线路,及时清理除臭循环液,确保鸡粪发酵罐长期稳定运行,助力养殖场打通“养殖—环保—有机肥—种植”的绿色循环产业链,实现经济效益与生态效益的双赢。





